PRODUCT
MHC 1100FC/1300FC/1350FC/1500FC/1650FC
Automatic Die Cutting & Creasing Machine with Stripping (Lead Edge Feeder)

Features Introduction
Lead edge feeder
● Top gear and precise Lead Edge Feeder design, allowed consistent feeding with various quality corrugated board.
● New technology polyurethane wheel surface with grid lifter and air cushion ensure smooth feeding and accurate alignment even warped board.
● Fine vacuum suction adjustment through inverter adapts to wide range stock from f flute to double wall corrugate.

Sheet transmission and alignment section
● Selectable left and right side push lays to ensure accurate alignment.
● Advanced non-stop adjustment of feeding timing, reduce down time.
● Front gauge non-stop back and forth adjustable to accommodate variation in gripper margin.
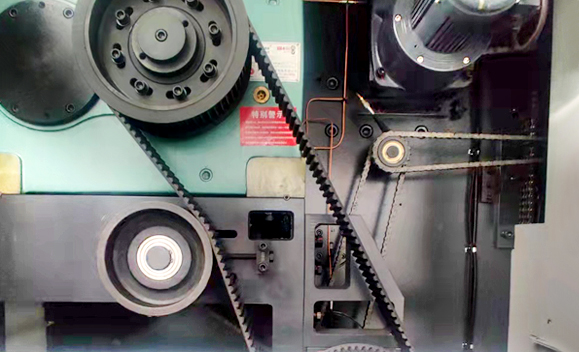
Timing belt drive, Intermittent mechanism
High-precision imported intermittent splitter, capable of maintaining high positioning accuracy even after long-term use.
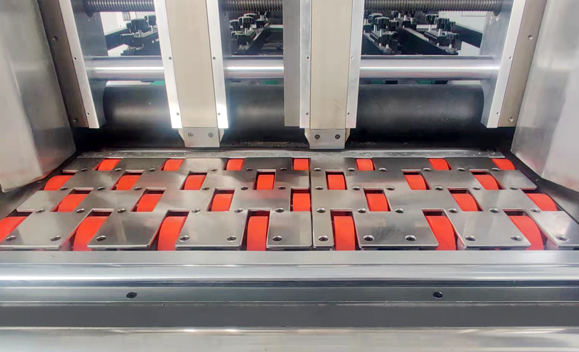
Stripping unit
Adopt center line system,Upper and lower stripping tool mounting frame can be pulled out for job set up and make ready.
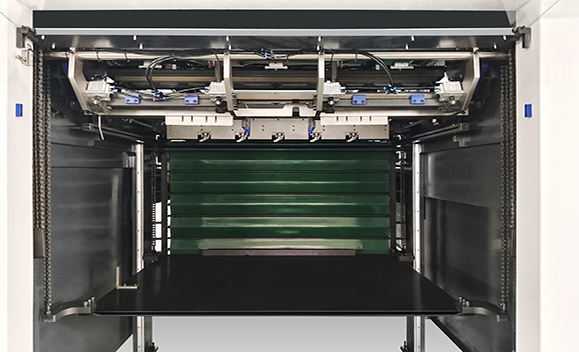
Non-stop roll-up curtain type paper delivery device
Roll-up curtain type auxiliary paper collection rack, which can realize non-stop paper collection. Delivery unit is also equipped with two-way auxiliary blower for paper collecting, with manual sampling mechanism which is easy to operate.
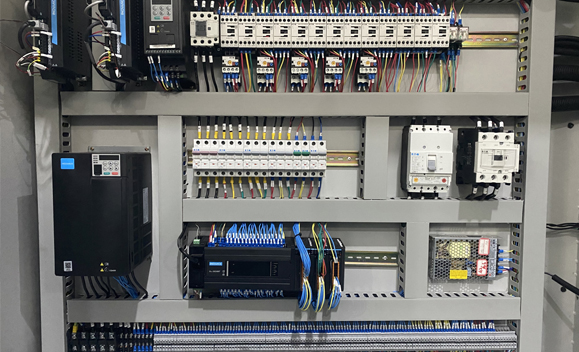
Electrical unit
Adopts electrical components of world famous brands(MOELLER\OMRON) for better performance and in time and local after-sale-service and maintenance.

Auto lubrication system
The whole machine adopts a centralized automatic oil supply system to ensure that the transmission parts are not short of oil.
Configurations
| Conveying Unit | MHC-1100FC/1300FC/1350FC/1500FC/1650FC |
| 01. High-speed and precise lead edge feeder with high feeding accuracy, strong suction power, anti-slip performance, and stable transportation for various types of corrugated board | 〇 |
| 02. New technology polyester wheels with grid lifter and air cushion ensure smooth feeding and accurate alignment even when dealing with warped board | 〇 |
| 03. Fine vacuum suction adjustment through inverter adapts to wide range stock from F flute to five-layer corrugate paper | 〇 |
| 04. Electric side pushing baffles (both the left and right sides) | 〇 |
| 05. The left and right baffle can be adjusted either independently or synchronously. The slanted front baffle can be fine-adjusted in both forward/backward and upward/downward directions, reducing pressure of the paper under the paper pile for smoother feeding | 〇 |
| 06. Right and left side positioning push gauge to ensure precise side positioning of the cardboard | 〇 |
| 07. The pallet height can be adjusted according to the paper quality and thickness, making the paper feeding smoother and more stable | 〇 |
| 08. The fine-tuning device for the front baffle’s front and rear positions can be finely adjusted according to the gripper margin size | 〇 |
| 09. Non-stop adjusting device for feeding step | 〇 |
| Die-cutting Unit | |
| 01. The entire machine casting is made of QT-700-2 nodular cast iron | 〇 |
| 02. Imported worm gear, worm gear and 40cr crankshaft | 〇 |
| 03. A complete set of imported anodized aluminum alloy gripper bars and positioning structure, fine steel gripper teeth and supporting gripper plates. The gripper bars adopt an adjustable gripper bar structure | 〇 |
| 04. Imported main drive chain | 〇 |
| 05. Imported intermittent splitter | 〇 |
| 06. Imported synchronous belt and pulley drive | 〇 |
| 07. Imported pneumatic clutch brake device | 〇 |
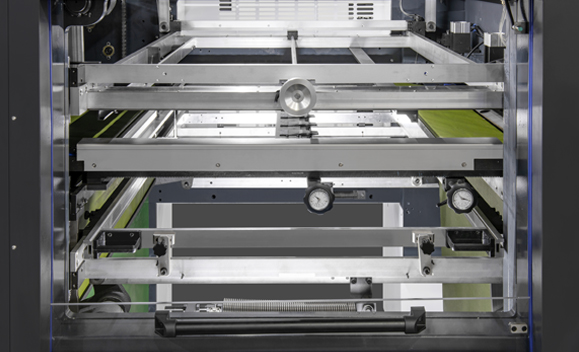
| 08. Pressure regulating device, which can realize accurate control of pressure through PLC touch screen buttons | 〇 |
| 09. Die-cutting pressure is measured directly and accurately by deformation measuring device and displayed on the human-machine interface | 〇 |
| 10. Die-cutting base plate and die mould rotary device | 〇 |
| 11. The connection between the die cutting plate and the chase adopts the form of grasping snail and screws, adopt central positioning system, which is fast and accurate | 〇 |
| 12. The die-cutting chase and the lower mat are locked by the Japan SMC gas regulator, which can prevent improper locking of the upper frame caused by human error during installation | 〇 |
| 13. Japan SMC air pressure detection device, low air pressure alarm | 〇 |
| 14. Equipped with an air storage tank to ensure the stability of the air pressure of the whole machine | 〇 |
| 15. The whole machine adopts a centralized automatic oil supply system to ensure that the transmission parts are not short of oil | 〇 |
| Stripping Unit | |
| 01. Upper waste transmission mechanism | 〇 |
| 02. Users can choose whether to use the stripping function by lifting upper stripping frame | 〇 |
| 03. Intermediate negative stripping transmission mechanism | 〇 |
| 04. Lower stripping transmission mechanism | 〇 |
| 05. The installation of the middle stripping board adopts the center line quick positioning installation method, enabling the operators to install the stripping board quickly and improving the plate changing efficiency | 〇 |
| Delivery Unit | |
| 01. Roll-up curtain type auxiliary paper delivery device, can realize non-stop paper delivery | 〇 |
| 02. High pile stacking table adopts lifting device, paper delivery structure can pull the whole pile of paper out of the machine.(Special for high pile stacking delivery) | 〇 |
| 03. Paper delivery alignment device | 〇 |
| 04. Photoelectric detection of upper and lower limit switches can effectively prevent the paper stacking table from excessive paper pile stacking and paper curling up | 〇 |
| 05. Spring chain adjustment device: Adjusting the tension of spring chain can reduce the inertia impact during the steerings of the gripper bar, and maintain the balanced tension of the chain | 〇 |
| Electrical Parts | |
| 01. Self-developed PLC control system(Invention Patent) | 〇 |
| 02. The die-cutting unit adopts 10.4-inch touch display screens | 〇 |
| 03. The machine adopts Germany Moeller brand relays, AC contactors, air switches and buttons, to ensure the stability and reliability of electrical parts | 〇 |
| 04. The machine adopts Japanese Omron brand photoelectric switch, optical fiber, encoder and sensor, to ensure the accuracy and stability of electrical detection of each part of the action | 〇 |
Note: This allocation sheet is for reference only, the formal allocation sheet is subject to the contract. Standard configuration: 〇; Optional: △
Main Technical Parameter
| Model | MHC-1100FC | MHC-1300FC | MHC-1350FC | MHC-1500FC | MHC-1650FC |
| Max. Sheet Size | 1100×790mm | 1290×940mm | 1350×1100mm | 1500×1100mm | 1650×1200mm |
| Min. Sheet Size | 470×450mm | 470×450mm | 470×450mm | 470×450mm | 650×500mm |
| Max. Cutting Size | 1070×770mm | 1280×920mm | 1330×1080mm | 1480×1080mm | 1620×1180mm |
| Min. Gripper Waste | 9-17mm | 9-17mm | 9-17mm | 9-17mm | 9-17mm |
| Min. Width of Cuts | 10-18mm | 10-18mm | 10-18mm | 10-18mm | 10-18mm |
| Cutting Rule Height | 23.8mm | 23.8mm | 23.8mm | 23.8mm | 23.8mm |
| Inner Chase Size | 1100×790mm | 1310×950mm | 1390×1120mm | 1510×1120mm | 1682×1220mm |
| Stock Range | Corrugated board: ≤7mm, E, B, C, A and AB corrugated paper | Corrugated board: ≤8.5mm, E, B, C, A and AB corrugated paper | Corrugated board: ≤8.5mm, E, B, C, A and AB corrugated paper | Corrugated board: ≤8.5mm, E, B, C, A and AB corrugated paper | Corrugated board: ≤8.5mm, E, B, C, A and AB corrugated paper |
| Die Cutting Accuracy | ≤±0.1mm | ≤±0.15mm | ≤±0.15mm | ≤±0.15mm | ≤±0.2mm |
| Max. Die Cutting Force | 300T | 400T | 400T | 400T | 400T |
| Max. Working Speed | 7500s/h | 5500s/h | 5500s/h | 5500s/h | 4500s/h |
| Max. Delivery Pile Height | 1400mm (With pallet) | 1400mm (With pallet) | 1400mm (With pallet) | 1400mm (With pallet) | 1400mm (With pallet) |
| Min. Motor Power | 11KW | 11KW | 15KW | 15KW | 18.5KW |
| Full Load Wattage | 23KW | 23KW | 28KW | 28KW | 32KW |
| Air Requirement | Pressure: 0.6-0.7Mpa, Flow: ≥0.37m3/min | Pressure: 0.6-0.7Mpa, Flow: ≥0.37m3/min | Pressure: 0.6-0.7Mpa, Flow: ≥0.37m3/min | Pressure: 0.6-0.7Mpa, Flow: ≥0.37m3/min | Pressure: 0.6-0.7Mpa, Flow: ≥0.75m3/min |
| Net Weight of Machine | 18T | 20T | 22T | 23T | 25T |
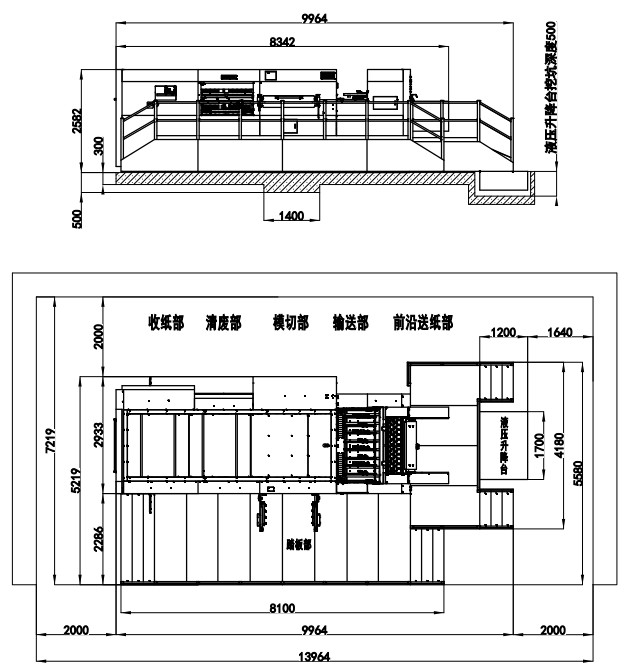
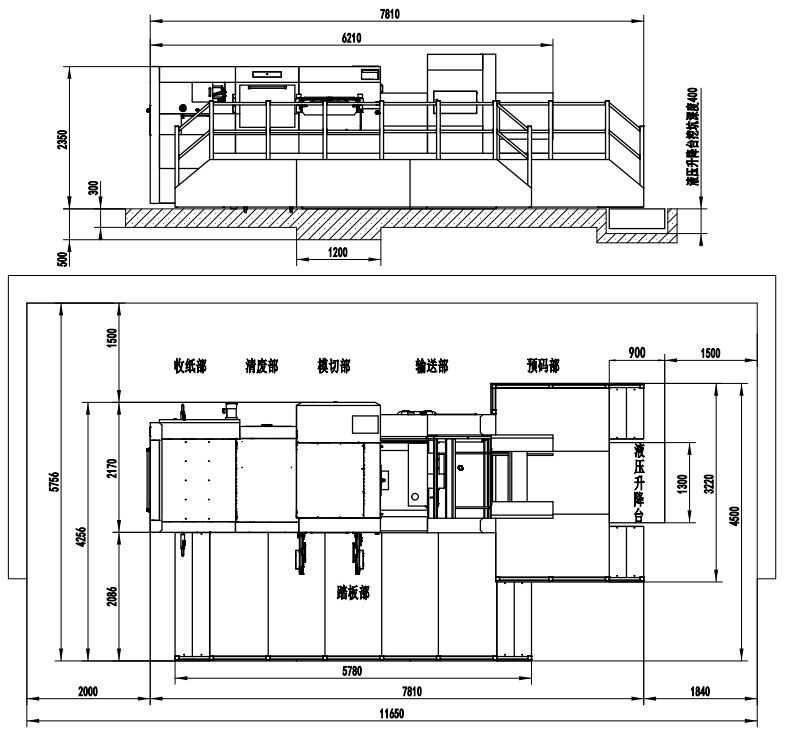
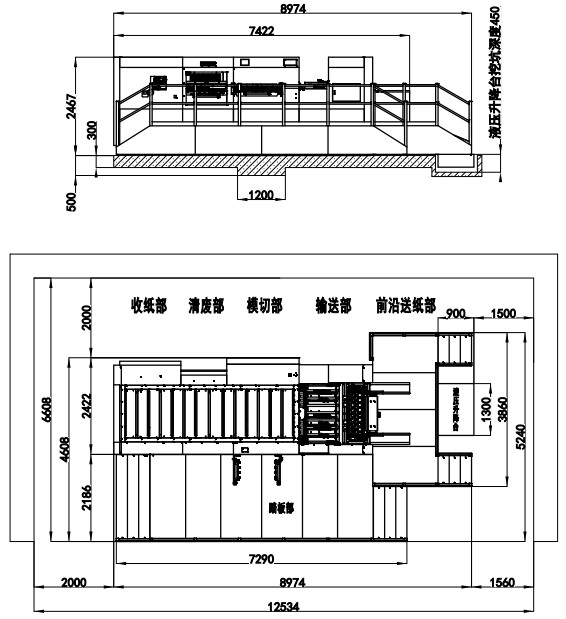
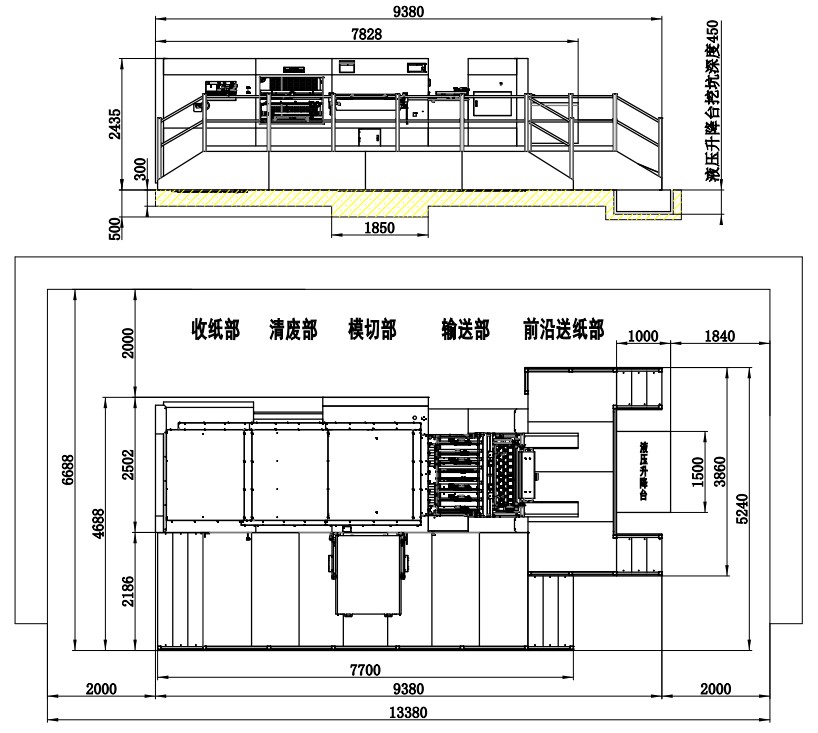
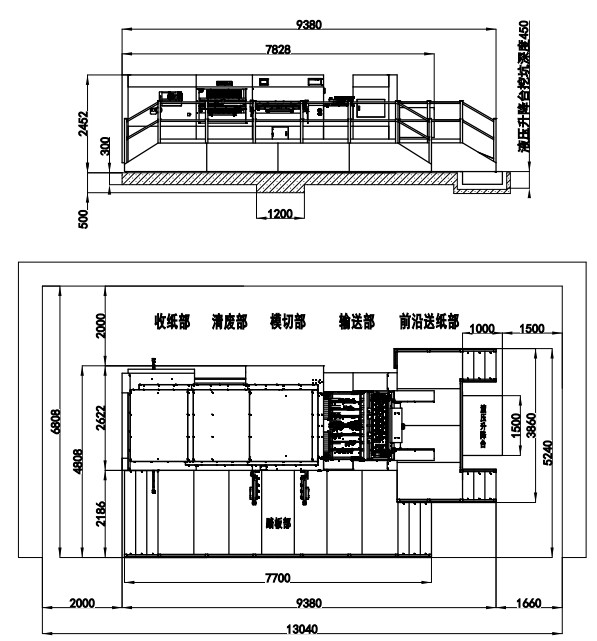
| Machine Dimension | 7810×4500×2350mm (L: paper prepared track included, W: platform included) | 8974×5240×2467mm(L: paper prepared track included, W: platform included) | 9380×5240×2435mm(L: paper prepared track included, W: platform included) | 9380×5240×2452mm(L: paper prepared track included, W: platform included) | 9964×5580×2582mm(L: paper prepared track included, W: platform included) |
Drawing
MHC-1100FC
MHC-1300FC
MHC-1350FC
MHC-1500FC
MHC-1650FC